A diffractive Beam Splitter, or Multispot (MS), is a grating-like periodic diffractive optical element (DOE) used to split a single laser beam into several beams, called diffraction orders, in a predefined configuration.
The split orders are identical copies of the incident beam, identical in parameters such as size, divergence, intensity distribution, polarization and beam quality.
Grating equation for normal incident illumination:

Where Λ is the Period of the DOE, m is the diffraction order, λ is the wavelength, α is the angle between the diffracted beam of order m and the optical axis.
As any other DOE, a diffractive splitter is manufactured for a specific wavelength. For other wavelengths, the efficiency is reduced, and diffraction angles change. Small deviations on the order of 1-2% from the design wavelength are acceptable.
A diffractive Beam Splitter can be designed to generate either a 1-dimensional beam array (1xN) or a 2-dimensional beam matrix (MxN). Design flexibility allows to obtain any configuration of orders and power ratio per order.
The most common usage for MS is increasing laser system throughput by a factor that is equal to the number of split orders. For example, splitting an incident beam to two beams increases the throughput by a factor of two. Our diffractive Beam Splitters are widely used in a variety of medical/aesthetic and industrial applications. Some typical areas include:
- Medical/aesthetic fractional skin treatments
- Laser scribing such as in solar cells, displays, and panels
- Laser welding, soldering
- Laser dicing/ cutting
- Laser perforation
- Dot generation in 3D sensing and machine vision applications
- IR depth detectors
Figure 1: A-Focal setup. Left: image schematically shows splitter to odd (5) number of diffractive orders, and right: image shows splitter to even (4) number of the orders
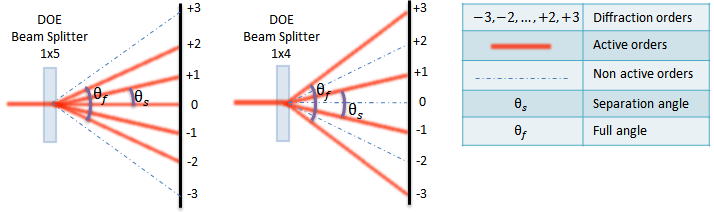
Figure 2: Focal setup with lens (example of Triple Spot shown). Focal spot size is equal to the Diffraction Limited spot size
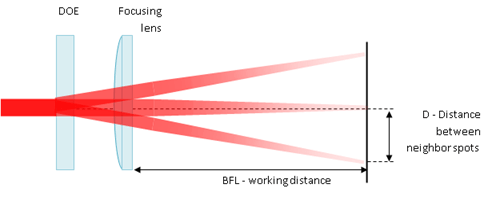
Theoretical spot separation calculation by diffractive beam splitter for focal setup:

Where EFL – effective focal length, WD – working distance between diffractive surface and focal plane.
Helpful HOLO/OR optical online calculators useful for multispot integration into a system

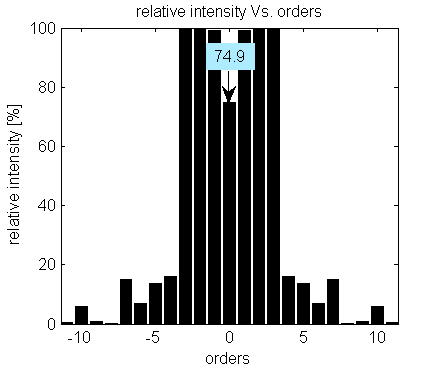
Simulation for SM laser and odd number of spots | Simulation for SM laser and even number of spots |
|---|---|
 |  |